流体辅助射出成型制程是在塑胶射出成型时,将辅助流体注入,使内部为中空的成型技术。产品虽然中空但是尺寸安定,并能制造出射出或吹塑成型无法达成的中空成品。此外,相对于传统射出,流体由于在塑胶内部保压,压力能够从肉厚的核心有效而且均匀的施于成品的表面,对于成品的收缩率、凹痕的改善、尺寸精密度、残留应力等有很大的助益。目前国内外仍积极地推广应用此项成型技术,并持续地在进行不同新制程技术专利申请[i,ii,iii]。
其制程方法依射入模穴内熔胶树脂的量,可分成两类:
1.短射法
此为流体辅助射出成型法最早期的应用,其射出树脂量较模穴空间小,利用辅助流体将树脂展延、赋形,此法适合棒状及大型中空制品,成品中空率通常不高于35%。
2.满射法
射出树脂量与模穴空间相等,此时辅助流体不辅助充填,只在冷却时保压,补充熔胶收缩,并可搭配不同制程达到产品掏空的目的,而中空率可控制范围较短射法更广。若应用在薄板状制品之成型,能有效改良凹陷、翘曲。
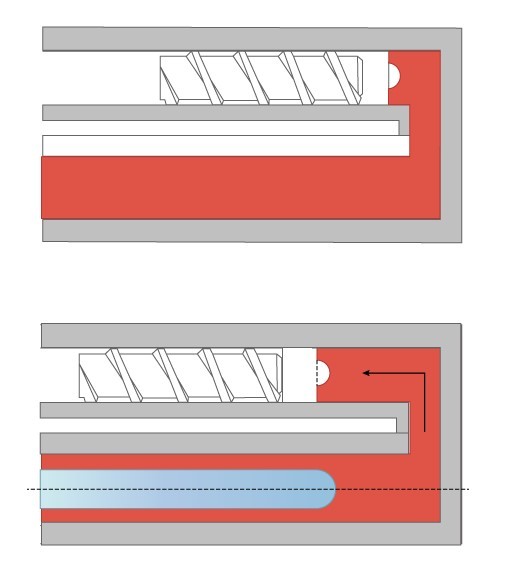
由于短射法容易在产品留下迟滞流痕(Hesitation flow mark),业界目前较常所采用满射流体辅助射出成型法;以水辅射出成型而言,常用的是满射倒流法,如图一所描述,其浇道和流体入口位于模腔的两端,在熔融塑料完成满射充填后,另一端将注入辅助流体,迫使熔融塑料流回螺杆内。
这种制程方式,一样可消除短射法的流痕问题,并且可以重复使用流回到螺杆内的塑料,又不需溢流腔材料的浪费。但此类制程的喷嘴需要专门设计,以防止材料在初始注入阶段产生回流。此外,产品设计也需要考虑浇道和流体入口位于模腔的两端。
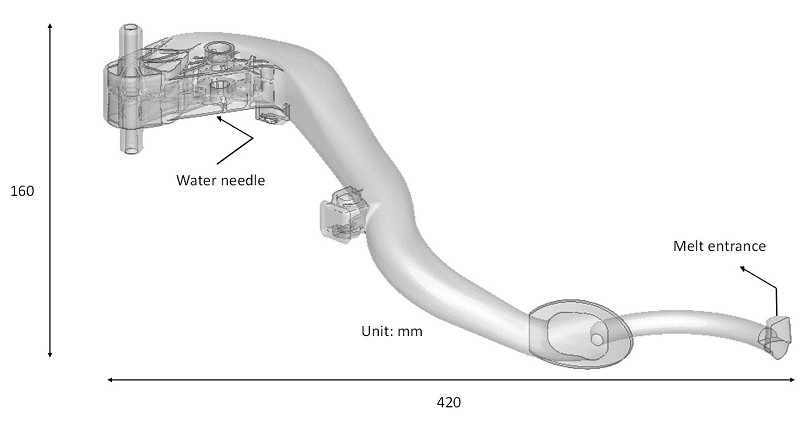
本文案例是针对一使用满射倒流法成型的车踏板件进行水辅助成型模拟。此踏板件为了强度及机构设计的需求,是一肉厚变化不均匀的产品几何(图二)。此模拟的想法是希望透过满射倒流法来掏空减重,并避免溢流区的塑料浪费。实验所使用的材料为结晶性的PA6尼龙6,所采用的材料参数则参照商用软体Moldex3D内建的数值,加工条件如表一所列。
表一 车踏板件加工条件表
|
料温/模温[℃]
|
280/90
|
|
充填时间[sec]
|
1.82
|
|
预填比例[%]
|
100
|
|
延迟时间[sec]
|
3.3
|
|
水注入时间[sec]
|
5.81
|
|
水注入最大压力[bar]
|
160
|
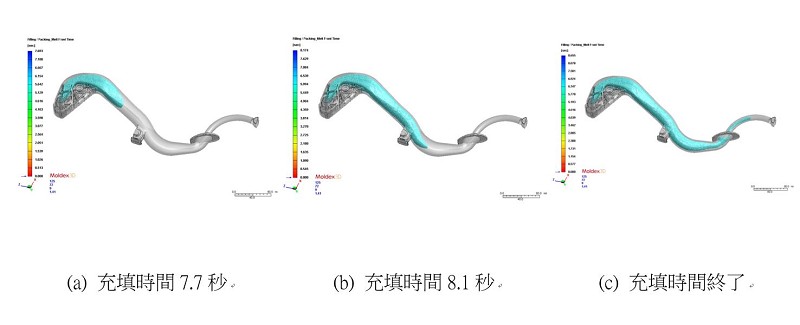
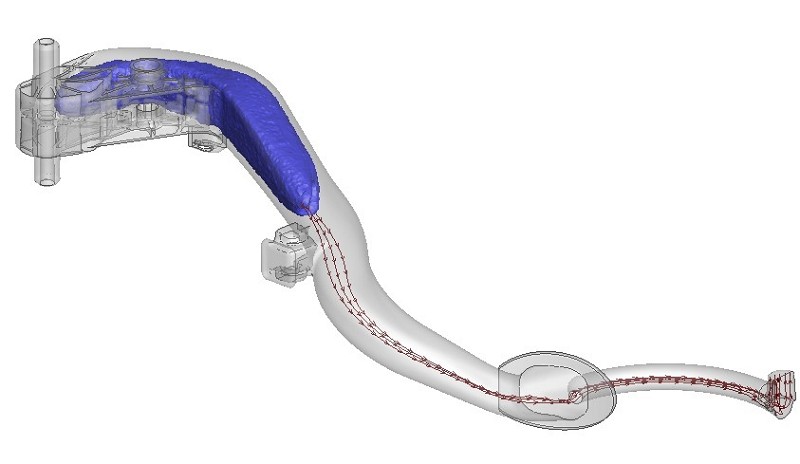
满射倒流法成型最大的不同,便在于辅助流体进入时,需将特别设计的喷嘴阀开启,让熔胶回流至螺杆中。因此在本案例中,当辅助水开始进入时,我们会将熔胶入口压力设定为零,使得整体压力梯度分布的趋势反向,呈辅助水高压而熔胶入口处低压的行为。整个满射倒流法水渗透及压力模拟分布,可透过图三的动态瞬照图观察而得。进一步观察图四的流线及辅助水渗透分析结果,亦可发现辅助水受到压力梯度分布的影响,透过流线速度方向指引来了解辅助水会渗透的最有可能路径。
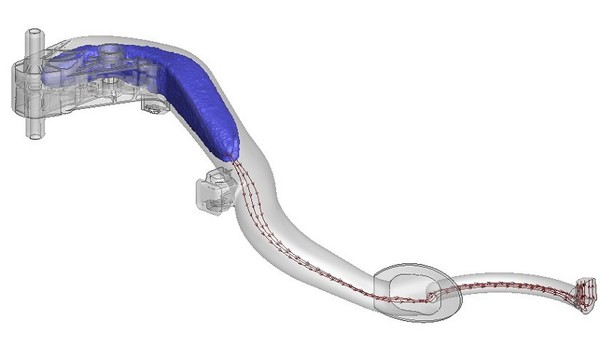
| 图四 : 车踏板件在充填时间8.3秒时,模拟辅助水渗透及流线分布图 |
|
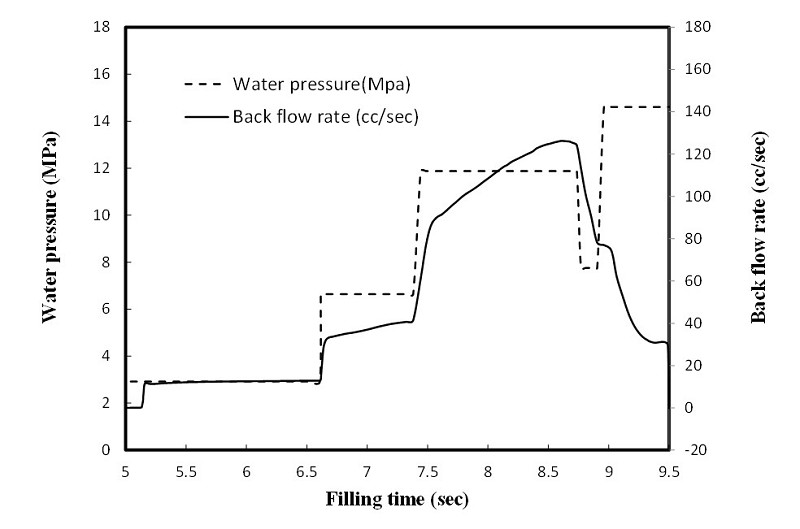
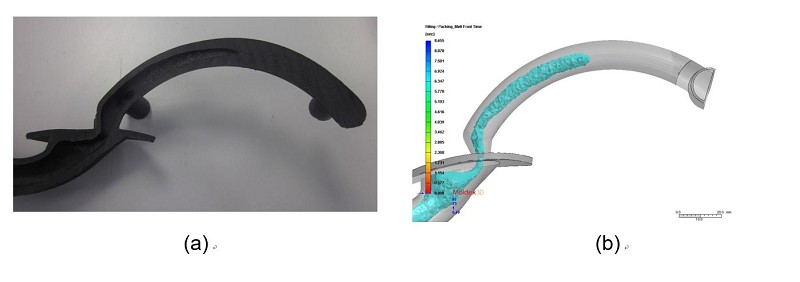
当辅助水开始进入后,统计此时熔胶入口的流率,可绘成图五随流动时间变化辅助水压力与倒流流率的关系图,很明显观察到倒流流率大小,会受到辅助水压力大小切换时的影响。当流动时间愈接近辅助水掏空的后段(流动时间8.7秒后),为避免辅助水回流到喷嘴,造成下一模次成型的困难,因此会减小辅助水压,减少塑料回流的量,让最后辅助水渗透的位置残留于冷流道上(如图六),模拟及实验结果可以得到相当符合的趋势。喷嘴处的回流阀会在流动时间8.8秒时关闭,关闭同时,将提高辅助水的压力,来达到最后产品保压的目的。
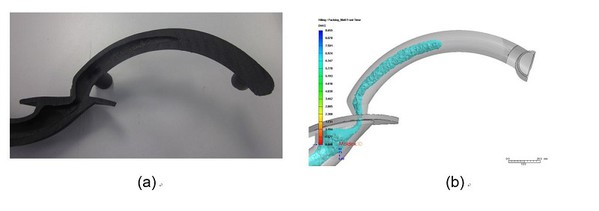
| 图六 : 车踏板件水渗透掏空图(a)实验和(b)模拟结果比较 |
|
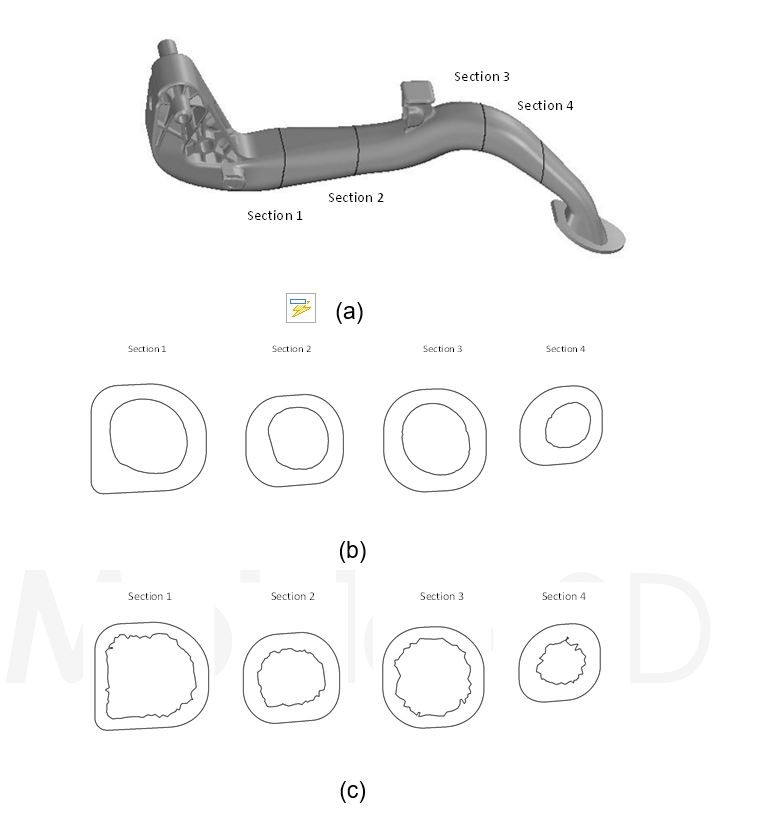
为进一步检视辅助水掏空的情况,图七(a)对产品进行四个不同截面区的掏空行为比较。从图七(b)实验和模拟图七(c)的结果都可观察到,在截面积较大的区域,辅助水掏空的比例会较多;而在愈接近熔胶入口的截面则反之,原因是制程成型的此时,会施加一减小的辅助水压,加上熔胶的固化层已逐渐增加,使得回流量变小,进而使Section 4的掏空面积较小。
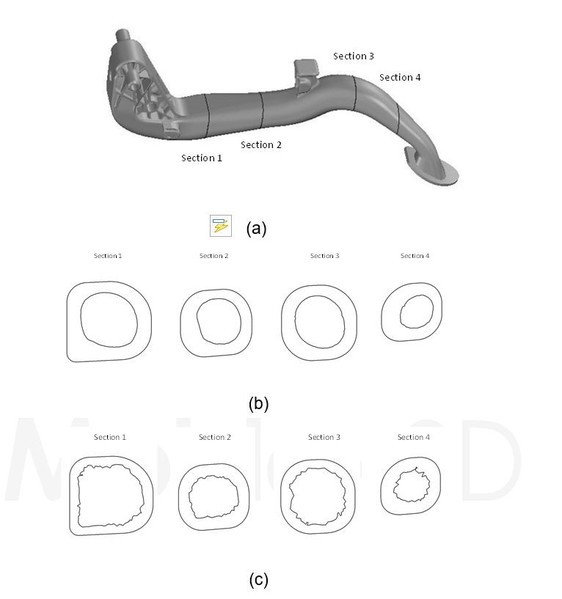
| 图七 : 车踏板件不同截面掏空比较:(a)截面位置示意图、(b)实验结果、(c)模拟结果 |
|
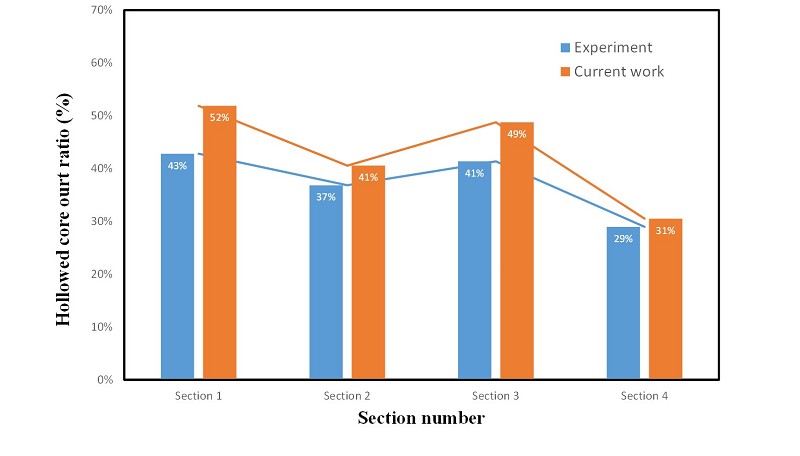
图八将模拟及实验的辅助水掏空面积比例进行定量比较,发现模拟和实验都有相同的趋势,但是很明显地在截面厚度较大的Section 1及Section 3两个区域,模拟结果都有掏空过多的情况,推测应是目前对于辅助水的计算仍属层流计算假设,未能补捉到在较厚区域材料黏度造成的涡流行为。
随着水辅助成型技术的演进,慢慢转往满射成型法的研究,就作者的了解,本研究是文献上第一个进行不同满射成型法的模拟分析探讨,实际对复杂几何的充填流动制程,进行全三维的模流分析模拟,同时亦考虑了成型方法条件对产品掏空程度的影响。本研究的分析预测结果与实验结果图比较,皆相当的接近。这对于未来进行更多不同型式满射式流体辅助成型法,提供了一个正确的基础。
参考文献
[i] M. L. Wang, R. Y. Chang, C. H. Hsu, Molding Simulation: Theory and Practice, Hanser Publications, 2018
[ii] 陈晏寿, “液体辅助射出成型制程之研究与探讨”, 硕士论文, 长庚大学, 台湾桃园, 2002
[III] L. Li,Y.Peng和W.Wei,“近期流体辅助注射成型技术的进展”,最近的机械工程专利,Vol.7,No.1,82-91,2014