面對2018年Q3以來工具機產業景氣持續下滑,仍有零組件廠商滿手訂單,主因即在於逆境中仍保有競爭力。若非藉自主研發產品,不斷推陳出新,便是趁勢滿足更高階或有轉型客戶需求。
尤其自中國大陸面對中美貿易戰衝突以來,首先宣佈的一系列應對措施中,便包含降低關稅及外資准入門檻等,皆可見即便大陸汽車、3C電子等終端使用者於中美貿易戰中首當其衝。其未來仍仰賴進口高階產品來刺激國內消費,或加速產業轉型升級,自立自強;同時也讓部份原先以採購歐、日系機械設備為主的客戶,不得不為了cost down提升競爭力。
在目前製造業人、機、料、法的環節裡,唯有機、料降低成本的效果最為明顯,得以大幅提升改用台製機種意願;甚至可化危機成轉機,趁勢開發過去未曾接觸到的高階使用者,協助提升毛利,例如部份汽車製造廠商為了滿足電動車的高剛性、輕量化需求,而導入鎳基/鈦鎂合金,又要降低加工成本時,除了引進如歐系快換模組工法,也可採用材料相關解決方案。
其中,刀把為主軸與刀具之間最直接聯結,當主軸與刀把接觸面不佳時,精度一旦偏差2~3μm便會影響刀具及主軸壽命,增加不良率,進而影響加工效率。普慧企業(PARFAITE)自1982年成立以來,不僅從事精密/特殊刀把等系列產品設計、製作及銷售,並強調無論在航太、工具機、汽機車零件、機殼、模具、3C電子等各類生產加工領域,都以確保客戶品質為最高指標。針對客製化產品,或是更加繁複的加工流程,普慧還能提供最完整多款的刀把及專業服務,以滿足客戶的需求、提高效率、品質,滿足高階或有意轉型升級客戶需求。
| 圖1 : 普慧與工研院機械所合作開發台灣首款自製馬達內藏式高速主軸,也是全球唯一同時具備生產、設計該3款高品質產品技術的公司。(攝影/陳念舜) |
|
普慧企業公司管理部萬鐘鴻表示,如因應國際航太製造業2025年須提高7倍產能,生產60,000具引擎燃燒室需求,在台灣的漢翔公司也已陸續成立機匣3~5廠,普慧期待未來能取代加工航太複材的國外品牌刀把。最新發表的液壓刀把不僅強調可吸震、量化鎖刀力數據;偏擺精度在刀具懸長柄徑4倍時,可達3μm以下,比起於歐系廠商的2.5倍長、3μm、韓系廠商2.5倍長、5μm精度,普慧的刀具伸長量更長且精度更高。
現今還導入風機鑄造、汽機車汽缸、煞車盤等加工知識及運用,高階專用智慧產線需求,漸進落實高效加工,一把特殊刀具即可適用多種工序、製程,以縮短時間,讓導入多軸複合加工機的客戶,也有機會採用專用刀具解決方案。
@段標:掌握完整製程能力 兼顧高速、重切削主軸
此外,該公司自20多年前(1994)陸續向上游延伸進化,與工研院機械所合作開發台灣首款自製馬達內藏式高速主軸,取代傳統皮帶、聯結器傳動方式,逐步進入工具機核心,也是全球唯一同時具備生產、設計該3款高品質產品技術的公司。

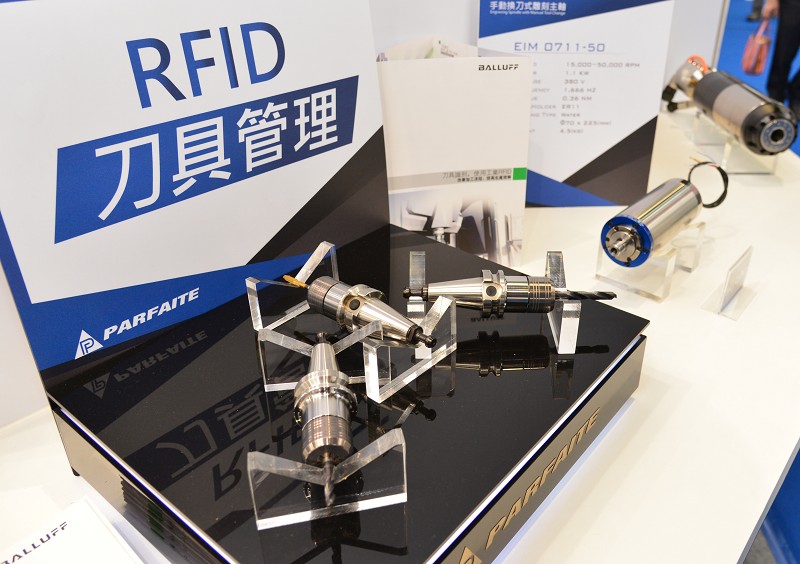
| 圖2 : 普慧近期積極導入工業4.0概念,為客戶提供創新加值的完整解決方案,包含可提供客戶於刀把上選配安裝低頻RFID晶片,提供使用者記錄加工過的工件和時間、次數等數據。(攝影/陳念舜) |
|
「目前主軸開始真正重視的是穩定度,而非精度、轉速!」萬鐘鴻認為,該公司與其他同業最大不同,還在於擁有將近30年成熟穩健技術為基礎,具備完整加工產線及高度零組件自製率,得以完整掌握製程,近期所推出的高速主軸系列產品涵括20,000~70,000r.p.m.應用領域。
其中24,000~36,000r.p.m.主軸/刀把,主要用於電子產業的高速雕刻機、鑽銑加工中心機(Tapping Center),可加工智慧型手機曲面機殼、石墨模具等,2018年更正式推出能搭配歐系工具機的HSK-63A重銑削主軸。
@段標:增添刀具管理能力 提高產品附加價值
至於目前大環境的危機亦是轉機,萬鐘鴻指出,加工客戶往往為了Cost down,而須尋求不同管理工具和方法來提高價值、競爭力。該公司近期還積極導入工業4.0概念,為客戶提供創新加值的完整解決方案。
包含可提供客戶於刀把上選配安裝低頻RFID晶片,並通過動平衡檢測之後,不僅可穿透金屬傳訊,提供使用者記錄加工過的工件和時間、次數等數據。倘若客戶換線生產時,就能自動讀取歸還的刀具,以確保進出紀錄一致,省去不必要申請的人力評估與刀具管理的成本,甚至可用來識別員工技術能力等級。
再利用該公司累積多年的Domain know how,結合Apps軟體、介面系統,於客戶的智慧手機上顯示機台轉速、運轉及切削時間、行程。並在領刀介面上顯示,依製程領用的刀把順序、種類、長度,和使用的次數與時間,使之物盡其用及確保精度,一旦預測壽命低於20%便開始停機、產線,或通知刀具室預備更換。
@段標:引進歐系快換模組 整合工藝解決方案
至於歐系夾治具在歐美地區已是相當成熟的商品,如德國DMG MORI整機廠客戶願意為了銷售Total Solution,持續克服不同挑戰。不像傳統台灣廠商僅是零星、分散推動,又缺乏實務人才,整機客戶則為省事只賣空機,採行低價競爭策略,故障後找不到人負責售後服務。
「面對現今工業4.0潮流,要談自動化前,應先完成省力化。」即使德國刀具原廠也是先有數據,才能讓使用者透過Bar code直接在現場領取。未來台灣廠商無論是否從工業2.0進入4.0時代,都必須先解決現有狀況,才能導入智慧工廠的智慧生產,自動添加切削液、滑油和排屑;進而蒐集大數據,並透過IoT連結ERP/CRM,待完成訂單後出貨,而非僅止於導入機器人而已。

| 圖3 : 為了要滿足客戶多樣少量化生產需求,用於加工汽機車零組件的綜合加工中心機、車床等,必須確保能一次裝夾加工完成,所以替換夾頭要快又精準。(攝影/陳念舜) |
|
如為了要滿足客戶多樣少量化生產需求,用於加工汽機車零組件的綜合加工中心機、車床等,必須確保能一次裝夾加工完成,所以替換夾頭要快又精準,有時比更換工件還難,現場人員才願意執行。包含許多技術支援,必須透過SI系統整合商扮演最前端解決方案整合者的角色,瞭解客戶每處痛點需求,輔導製程夾治具合理化,免得最後連順利生產都困難,End User也免得被被綁架而失去know-how。
目前由台灣代理商、系統整合商依照各自工程背景,提供不同工藝的智慧解決方案,也持續引進德國、瑞士等地簡易及兼顧精度的工法,改良或減省製程。可在4min內更換20~30kg夾頭,還維持1mm精度,以減少二次加工機會;加入循環時段工時計算、夾具設計及合理化排屑方式,於7~8小時內只須更換工件,還不必人工除屑。
如德國HAINBUCH系列產品,便透過內建配合介面,使得夾固頭與止動器同步完成拆卸與裝置,奠定自動換線基礎。可分別針對內/外徑加工需求,透過各式模組化系統配套設計,讓同顆夾頭在30sec內快換裝卸,仍能維持精度小於1條、重覆精度達nm等級;或輕易轉換成內/外徑及三爪夾持、傳動頂針加工,使得夾具交換不再是耗時過程,而是競爭的優勢。
且即使採購了高階多軸機種,也應該要有專用工法或工具,足以改變或降低對於材料品質要求,降低成本與大陸業者競爭,又能造出輕量、性能又好的產品;進而投入智慧生產,提高夾持合理性與加工精密性,達成可檢知、量化與控制目標。
「要賣的應該是製程工藝,而非工具!」舉例來說,當德國Audi汽車在打造輕量化全鋁製汽車時,便能因此協助當地鋁輪圈供應商減省約20%材料重量,每輛汽車的4顆輪圈重量與一顆相當,剛性又堪比原來厚重的材料,即便要改為鍛造的移除量也較少。
**刊頭圖(source:http://www.machiningnews.com/)